In animal transport, the temperature inside the cargo should legally meet certain standards. The temperature is measured by a sensor and can be read in the cabin. For such an application you need a duplex remote.
A Tyro remote has already been used for the operation of valves, bulkheads, shaft, and the fan, therefore, it was a small step for Tyro to make a duplex remote control with a display to read the temperature on the transmitter. By doing that, Tyro made it possible to read the temperature on the transmitter!
Reliable, safe, and custom-made are the core values of the tyro remotes.
This project shows our core value that we are good at customization. The other two values that our products are reliable and safe are evident from the rapid growth of our organization, various certifications that we have, and our reputed client base.
Many customers are also attracted to Tyro’s flexibility as an organization and as a manufacturer of industrial remote controls. At tyro, customer-specific modifications can be achieved quickly and cost-effectively.
https://andersoncontrol.com/wp-content/uploads/2024/11/livestock-cargo-measurement-remote-control.jpg520870heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2024-11-12 13:48:122024-11-12 13:48:12Temperature measurement in livestock cargo
Cow care along with maximizing nutrition plays a crucial role in achieving milk production targets. One of the things in cow care is the hoof-trimming. Experience shows that hoof-trimming has positive effects on the milk production.
The foot care of the cow known as hoof-trimming is done with a hoof-trimming crusher. Tyro Remotes has played an important role in the revolutionary development of controlling these crushers with a radio remote control. The wireless radio remote provides the hoof-trimmer all the functions on his fingertips.
Outsourcing the hoof-trimming
Due to the expansion of the livestock, farmers are increasingly outsourcing some activities and hoof-trimming is one such activity. It is done by a full-time hoof-trimmer.
Efficiency and comfort
As the hoof-trimmer has a specialized client base with multiple farms, it is of crucial importance that he has an effectively working crusher. A crusher with a remote control is very efficient and effective in its use. The hoof-trimming crusher can be adjusted as required in order to take care of the Cow comfort. Such hydraulically driven functions can be done within minutes by using a Pyxis radio remote.
Cleaning with a high pressure cleaner
Also, in this application the sturdiness and high moisture-resistance of the Tyro radio remotes plays an important role as the machine should remain suitable for cleaning using jetting equipment. Thus, a perfect application for 100% waterproof Aquarius receiver.
https://andersoncontrol.com/wp-content/uploads/2024/11/hoof-trimming-wireless-control.jpg520870heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2024-11-12 13:45:252024-11-12 13:45:25Hoof-Trimming with wireless control!
As chickens age, feeding lines need to be adjusted to prevent excess spillage. Feed consumption needs to be monitored to detect problems with the feeding lines’ operation. One of our customers uses a remote control set, Cetus/Norma, to manage this.
The customer manages 18 drinking lines and 9 feeding lines at a poultry farm which otherwise would be a very labour-intensive process.
Time saver
Tyro’s remote control set adjusts these feeding and drinking lines, which saves the farm owner a lot of time. As the farm owner has other things to do, such as tillage, this saved time is crucial for his business.
High range
The system’s high range ensures that the transmitter can always reach the controller and function without problems.
Display with menu
The entire complex consists of three identical halls. In each hall, there is a Norma controller which is controlled by the Cetus transmitter. The owner uses the ‘menu-button’ to switch through the different halls. The bright LCD display informs the user about the current menu/hall being managed by him.
https://andersoncontrol.com/wp-content/uploads/2024/11/remote-control-poultry-farm.jpg445750heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2024-11-12 13:43:352024-11-12 13:43:35Remote control for chicken feeding lines
You may think wine is just wine and has been for centuries. In the age of technological advancements, wineries are not left behind.
Today, we’re focusing on a game-changer in wine production – using industrial remote-control systems to operate wine pumps.
This innovation enhances efficiency, reduces oxygenation, and improves the quality of your favorite wines.
Understanding Industrial Remote Control Systems
To better understand the impact of industrial remote control systems in wineries, let’s first understand what they are and how they work.
What is a wine pump?
A wine pump is a versatile industrial pump, often mobile, used in wineries for a variety of different tasks in and around wineries:
Render of a wine pump
To gently transport grapes without breaking them.
To (over)pump must, the freshly pressed but not yet fermented juice of grapes.
To transport wine from tanks towards storage, cooling, blending, and bottling.
Pumping out sediment remaining in the tanks.
The wine pump is a versatile compact machine that ensures that the quality of the wine remains as good as possible. Therefore, the pumps must meet high standards with unique requirements so that the grapes and liquids do not shake and pulsate too much during pumping (transport). All of this will affect the quality of the wine.
How does it work?
Wine pumps use a wireless transmitter to remotely operate the pumps used in wine production. The system works through radio frequency, which allows for seamless communication between the transmitter and receiver.
With this technology, operators can start, stop, and adjust the speed of pumps from a safe distance. This eliminates the need for manual operation, reducing the risks associated with exposure to chemicals and other hazards in the winery.
Reducing Oxygenation
One of the most significant challenges in wine production is oxygen exposure. When wines are exposed to oxygen, they can develop undesirable flavors and aromas. To prevent this, wineries must minimize the contact between wine and air during production.
Industrial remote control systems play a crucial role in reducing oxygen exposure. By being able to remotely operate pumps, operators can adjust speeds as needed to maintain constant levels of flow. This ensures minimal agitation of the wine, which reduces the risk of oxygenation. This feature ensures your wine maintains its freshness, flavor, and color, offering a superior tasting experience.
Enhancing Efficiency
The use of industrial remote control systems in wineries has significantly improved efficiency. With traditional methods, operators had to physically move from one pump to another to monitor and adjust their speeds. This process was time-consuming and often led to delays in production.
With remote control systems, operators can now control multiple pumps simultaneously, making the process faster and more streamlined. This not only saves time but also reduces labor costs for wineries.
Tyro wine configurations
Tyro offers a wide range of suitable products for the wine industry. We are passionate about providing solutions that enhance efficiency and productivity. Our upcoming new generation of industrial remote control solutions. the Tyro 2S products are designed with these goals in mind. Some examples of upcoming products that can be used in wineries or similar applications:
Musca 2S
Compact remote with up to 6 functions
Aquarius 2S
Compact IP68 receiver
Pyxis 2S
Customizable up to 8 buttons
Scorpius 2S
Customizable receiver
Musca 2S
The solid compact Musca 2S has an ergonomic design and is suitable for up to 6 straightforward functions with haptic tactile buttons. Exceptionally suited tasks such as pump on, pump off, increase speed, and decrease speed.
Aquarius 2S
The Musca 2S can be connected to the waterproof IP68 Aquarius 2S receiver. Just like the handheld remote a compact, solid device. Thanks to its casted housing extremely durable to withstand all external influences.
Pyxis 2S
Would you like more features? Then the Tyro Pyxis 2S system could be your best choice. Up to 10 buttons and several enhanced options, such as an optional emergency stop button and/or display to view essential values directly transmitted from the pump.
Scorpius 2S
A real powerhouse of a duplex receiver. Available in multiple versions to suit the needs of your application and handheld remote. Think of optional analog and/or digital in/outputs, tilt sensors, or RS232/CAN-bus capabilities. This is all still in a very compact casted waterproof housing. That’s the Scorpius 2S.
Conclusion
If you’re in the winery business and looking for ways to innovate and improve your operations, reach out to us. Let’s raise a toast to technology and better wine!
Industrial remote control systems for wine pumps have revolutionized wineries by enhancing efficiency, reducing oxygenation, and improving wine quality. With wireless radio technology, operators can remotely control pumps from a comfortable distance, leading to increased productivity and cost savings for wineries. As the industry continues to evolve, we can expect to see further advancements in remote control systems and their impact on winery operations.
Remember, the future of winemaking is here, and it’s remote-controlled! Cheers to the future of wine production!
https://andersoncontrol.com/wp-content/uploads/2024/07/Wine-pump-Header.jpg5761024heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2024-07-10 07:52:462024-08-19 13:04:26Industrial remote controls for wine pumps – Winery
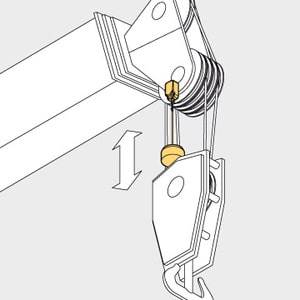
This Wireless ATB is designed to be a simple cost-effective replacement for traditional ATB systems.
With a quick installation, it is an easy way to remove the headaches associated with the wires, rusted contact, and loose springs of traditional ATB systems.
This wireless system eliminates both the cable reel and the anti-two block switch and the headaches associated with them. The self-contained switch is immune to mechanical failures and water damage since both the switch and the receiver are designed with solid state components which are fully encapsulated; the system is designed to be as hassle-free as possible. There’s no need to worry about the potential for a cable being broken by branches or other objects and no more need for a cable reel.
This is also a perfect solution to eliminate the corrosion factor in the reel contacts and their loose springs. Installation is as simple as mounting the wireless switch at the boom tip and installing the receiver at the base of the boom. This simple installation allows OEMs to reduce manufacturing costs by removing brackets, wire guides, and the associated labor.
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2024-06-02 18:58:582024-07-11 11:53:20Wireless Anti-Two Block Switch Systems for Traditional ATB
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.