AGROINTELLI from Denmark is a development company for sustainable farming. It devises advanced products and new technological applications that reduce risk and effort for modern agricultural farmers. One of these products is the agricultural robot: Robotti.
This robot can sow, spray, and even weed autonomously. With its GPS connection and exact data, it gives valuable information to the farmer.
Tablet or smartphone
The control is done via an app on a phone or tablet. This machine ensures greater efficiency in the field and thus saves the farmer money and time.
Safety first
Safety has been very important in the development of the Robotti. An emergency stop has been added, allowing the driver to stop the robot remotely in case of an emergency situation. The choice was made for the Indus emergency stop by Tyro Remotes, which reacts within 0.5 seconds and is impact and shock resistant. The Indus remote control is supplied together with the Gemini receiver and meets the strict safety requirements of Performance Level c (PLc).
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-05-01 12:55:512025-05-01 12:57:55Agricultural Robot with Wireless Emergency Stop
Paving the Way for Efficiency with Engine Control Solutions
Crafco Inc. is a global leader in pavement preservation and maintenance, offering a comprehensive range of products, including hot-applied crack sealants and cold mix for asphalt and concrete repair. Renowned for pavement sealing expertise, Crafco provides top-tier materials and equipment supported by multiple manufacturing locations across the US.
Crafco faced limitations in controlling and monitoring engine-driven equipment, as their sealant melters and applicators for engine control relied on multiple gauges for monitoring and control, as well as very limited historical information when there were engine warnings and failures. These limitations made it difficult to precisely diagnose engine-related performance issues to ensure continuous material application, resulting in suboptimal performance, frequent maintenance issues, and a lack of real-time diagnostic information. These challenges led to inefficiencies in diagnosing engine-related issues, potential equipment damage, and compromised project quality. DynaGen controllers enhanced their performance and provided key engine and system information/diagnostics, allowing operators to better manage engine and machine performance.
DynaGen Engine Controllers for Optimal Performance
The DynaGen TG410 engine controller was a game-changer for Crafco, transforming their equipment from a single dashboard light to a fully equipped control center. This advanced controller revolutionized their operations by offering enhanced engine information and diagnostics, and control and monitoring capabilities for pavement sealing operations. The controller allowed for precise control of the engine and connected equipment, ensuring the equipment ran smoothly and significantly boosting operational efficiency.
Its real-time diagnostics for oil pressure, engine temperature, engine speed, CAN data, controls of idle rated based on material temperature, disabling burner system controls until the engine has started (eliminating brownouts), and other key metrics enabled operators to quickly identify and address issues, reducing downtime, and provide fuel savings with idle/rated speed control. The TG410’s fuel efficiency features, such as speed control and idle management, helped reduce fuel consumption, leading to cost savings. With its robust reliability and safety features,
These newfound control benefits enhanced Crafco’s equipment reliability and performance, improved diagnostics, and lowered operational costs, making the TG410 an essential component in their pursuit of superior pavement preservation solutions. The controller integrated different machine functions, streamlining the sealing process and giving operators a clear picture of engine health, allowing them to catch and fix minor issues before they become major problems.
Ultimately, the DynaGen TG410 has empowered Crafco to tackle any pavement sealing project confidently, sustain its industry leadership in pavement preservation, maximize efficiency, and minimize downtime, all while delivering superior results. The controller offers Crafco and their customers the opportunity to easily integrate remote telemetry for real-time field data.
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-04-28 13:15:352025-04-28 13:15:35Pavement Preservation Equipment Control
The Importance of Black Channel Communication in Radio Remote Control
Radio remote controls are an integral part of modern manufacturing plants and operations. They allow operators to manage machinery and equipment from a safe distance while reducing the need for direct human interaction with potentially hazardous machines. Radio remote controls also enable precise equipment control, leading to improved efficiency and less risk of operator error. With additional protection like Black Channel Communication, radio remote controls become even more secure and reliable.
Overview of Black Channel Communications
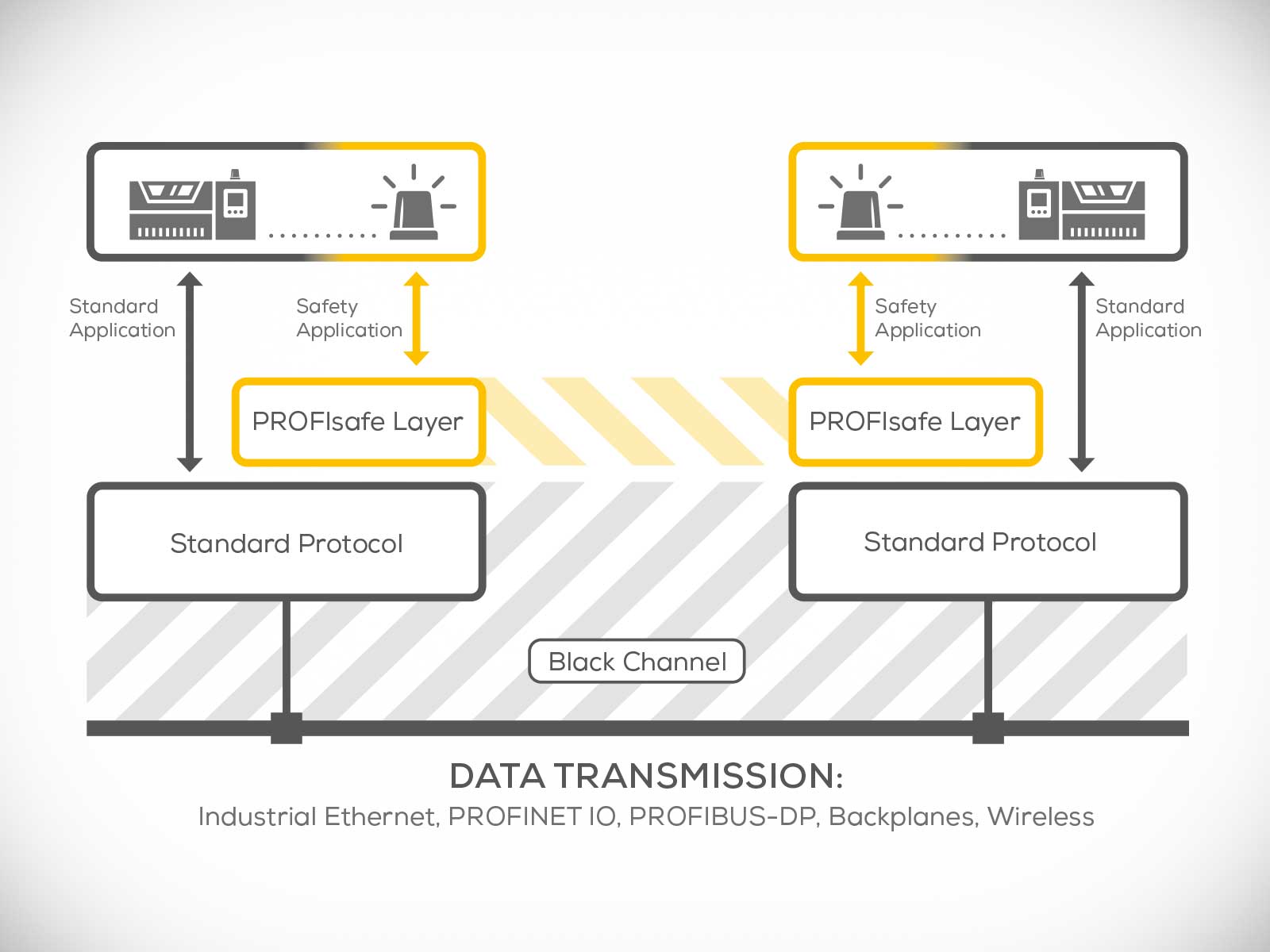
Black Channel Communication is a communication technology used to ensure the reliability of transmitted signals within control systems, particularly in manufacturing plants. This communication strategy involves the use of a functional safety protocol that operates on a separate, dedicated channel (the “black channel”) to verify the integrity of transmitted signals.
How Black Channel Communications Works
Black Channel Communication revolutionizes how signals are transmitted in control systems by utilizing a dedicated, functional safety protocol that operates independently of noncritical communication channels. This safety protocol inspects the integrity of signals sent across the ‘black channel’. Functioning independently ensures that even if the noncritical channel is compromised or experiences interference, the safety protocol remains unscathed, thus providing a failsafe mechanism.
How the Black Channel Enhances Safety
Another aspect of Black Channel Communication is the safety mechanisms to verify outgoing and incoming data sequencing. The sequencing mechanisms ensure that the correct data is processed in a very particular order. This technology is especially beneficial in high-stakes environments like manufacturing plants, where the slightest error or interruption can have far-reaching consequences. Its application is vital in systems where safety is paramount, as it can detect and react to any interference or corruption of the data.
Implementing Black Channel Communication can improve safety and efficiency metrics, especially in large manufacturing plants. For example, consider a plant experiencing occasional signal interference within its control systems, leading to sporadic operational glitches and potential safety hazards. With Black Channel Communication integrated into its radio remote control systems, the functional safety protocol can monitor the integrity of critical data, immediately detecting errors and taking necessary, safe approaches to correcting the problem. As a result, the instances of operational glitches will drop, thereby enhancing overall safety. Additionally, the newfound reliability of the plant’s control systems improves production efficiency by minimizing downtime.
Partner for Safe and Reliable Radio Remote Controls
Black Channel Communication is a technology that strengthens safety and efficiency within manufacturing plants and beyond. Ensuring the integrity of signals transmitted via radio remote control eliminates the risk of interference or corruption that can lead to operational glitches and potential safety hazards.
We selected radio remote controls enhanced with black channel communication to provide a robust solution for protecting control signals from unauthorized access or tampering. Products include Remtron and Safe-D-Stop.
https://andersoncontrol.com/wp-content/uploads/2025/04/Black-Channel-1600x1200-EN.jpg12001600heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-04-28 09:24:342025-07-28 09:55:26The Importance of Black Channel Communication in Radio Remote Control
The Climate Air+ Solution combines RHT Air+ and AirGate Air+ devices to provide accurate, secure, and scalable temperature and humidity monitoring in critical environments such as pharmaceutical warehouses, data centers, and industrial facilities.
With LoRa technology for long-range communication and proprietary encryption for data security, this solution ensures regulatory compliance and operational continuity, even in challenging environments.
Check out the main applications of the product:
• Pharmaceutical Warehouses
• Data Centers
• Logistics and Industry
• Clean Rooms and Laboratories
The importance of reliable monitoring in the pharmaceutical industry
One of the biggest challenges in industries that require temperature and humidity control is ensuring the proper storage of raw materials and products while complying with all regulations. To achieve this, monitoring must be accurate, reliable, and continuous.
The first major challenge is measurement accuracy. Inaccurate sensors can compromise product quality. Additionally, sensors must be properly calibrated and certified, ensuring that records remain within the required standards and comply with current regulations such as FDA 21 CFR Part 11.
Another critical aspect is continuous monitoring. Relying on manual records or fragile systems can lead to reporting failures and even product loss due to unreliable data, resulting in significant financial losses.
Beyond technical and regulatory challenges, there is also an economic factor. Replacing existing systems can be difficult, so the ideal solution must be flexible, integrating seamlessly with current systems without complications or additional costs.
NOVUS developed the Climate Air+ solution to overcome these challenges, combining two innovative devices: RHT Air+ and AirGate Air+.
The RHT Air+ is a temperature and humidity sensor that automatically collects, records, and stores data in its memory. It then sends this information directly to the AirGate Air+, which also records and reads the data and transmits it online to a cloud or SCADA platform.
The devices communicate via radio, ensuring a stable connection even in environments with physical barriers, with a range of up to 3 km. This means that product movement does not interfere with data transmission.
With a storage capacity of up to 50 days and a 5-minute publishing interval, both devices ensure that even in extreme situations, such as power failures, data remains secure.
The RHT Air+ operates on a non-rechargeable internal battery, which can last up to two years depending on the publishing interval, or it can be powered via a USB-C port with a 5V DC power supply.
Meanwhile, the AirGate Air+ is powered by an external power source of 8 to 30V DC. Each AirGate Air+ receives information from up to 32 RHT Air+ devices, forming islands of continuous, precise, and secure monitoring.
Want to learn more? Visit the product page and discover all the details of this innovation: Climate-Air-Plus
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-04-10 11:18:552025-04-10 11:18:55Climate Air+: Temperature and Humidity Monitoring
There are many countries where there is no snow to ski on, or simply because there are no mountains. Winter sport enthusiasts who want to gain some experience before going to the slopes in the mountains can do this at a local indoor ski center.
Learn how to ski or snowboard step by step
SkiMachine from the Netherlands, supplier of indoor ski slopes, delivers machines which can be adjusted to the desired height with a conveyor belt covered with so-called ski grass. The conveyor belt is positioned at an angle and moves upwards to the top of the slope; this simulates the sliding speed on the slopes. A sprayer installation keeps the slope moist to give an optimum sliding experience.
Depending on the pupil skier’s competency, a practice bar can be mounted, and they can see themselves moving through a big two-way mirror. The indoor ski slopes are used to give skiing and snowboarding lessons.
Safety first
When a pupil touches a drawstring, the conveyor stops immediately. This prevents him or her from being pushed against the wall after a fall. A drawstring is fastened at the top and on both sides of the slope. In addition, there is a sensor on the top side of the slope that immediately stops the conveyor as soon as this type of movement is detected. The remote control provided by Tyro can manage the speed and also function as an extra stop.
Possible places where the teacher can stand
The Pyxis Auriga for operating a ski slope
The teacher has complete control with the Pyxis wireless control which has four function keys. In addition to increasing and reducing the speed, the machine can also be switched on or off, as is normally done. If a student loses balance, he or she can immediately press the quick stop button; the remote control and the receiver have a reaction time of less than 0.1 of a second. The Auriga receiver is connected to the control box.
A Tyro remote control is also delivered as a standard part of the ski slopes. Besides your own icons the remote control is also provided with your logo.
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-04-09 09:34:272025-04-09 09:34:27Learn to ski with the help of a Tyro remote control
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.