Complete Control Solution for Compact Mobile Equipment
Mobile air compressors are compact, portable machines designed to generate compressed air for various applications across construction, mining, agriculture, and manufacturing industries. These compressors are typically mounted on trailers or skid frames, making them easily transported to job sites and offering efficiency and mobility for demanding environments. OEMs, distributors, and rental equipment operators rely on the air compressor’s ability to operate in remote locations and adapt to various tasks.
Fully Integrated and Comprehensive Solution
We offer an integrated engine and compressor control solution for mobile air compressors, including a robust engine controller, remote control, telemetry, and monitoring.
Engine Control
A DynaGen™ engine controller provides an easy-to-use, integrated control panel for mobile air compressors. Its rugged design ensures it can safely and reliably operate in extreme environmental conditions often found in job sites where air compressors are used. Here are just a few of the things that a DynaGen controller can manage:
Throttle control
Automatic load/unloading of the compressor
Display machine air pressure
Auto throttle speed to maintain air pressure
Control the engine warmup based on the engine coolant temperature
Monitor and protect the compressor oil temperature
Remote Control
In addition to the DynaGen controller, air compressors can be equipped with a Tyro™ handheld radio remote control system. Integrating remote controls enables the operator to control functions such as engine start/stop, IDLE rate speed control, and light control from the convenience of a handheld transmitter. This allows workers to operate the machinery from a safe and efficient distance.
Remote Monitoring
DynaGen controllers are also telemetry-ready, should you want to introduce remote monitoring capabilities. Our RemoteIQ™ cloud-based platform provides a secure and cost-effective way to optimize the management of a single machine or an entire fleet of air compressors with GPS location tracking, real-time equipment status, and alert notifications.
Remote monitoring allows operators to access real-time data at any time, from anywhere, on any laptop or mobile device. It alerts the operator to potential issues before they cause damage, ultimately prolonging the compressor’s lifespan and ensuring reliability in demanding conditions.
Ease of Integration and Added Value
What sets us apart is our extensive knowledge of control products and the ability to integrate engine control, radio remote control, and telemetry into a combined solution that improves the air compressor’s performance and simplifies its operation. A single-control solution provides simplicity and increases operator safety while improving overall machine efficiency. For OEMs and distributors looking to enhance their brand, private labeling, incorporating a company’s brand identity, such as name, logo, and color palette, is available.
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-08-06 12:55:572025-08-06 12:57:33Mobile Air Compressor Control
Eliminating Integration Barriers in Robotic Systems with XBMCU
Robotic systems have revolutionized manufacturing across industries, yet a persistent challenge remains: optimizing integration processes and simplifying system maintenance. For system integrators, facility managers, OEMs, and maintenance teams, the complexity of connecting robotic systems with existing control architectures often creates costly delays and implementation challenges.
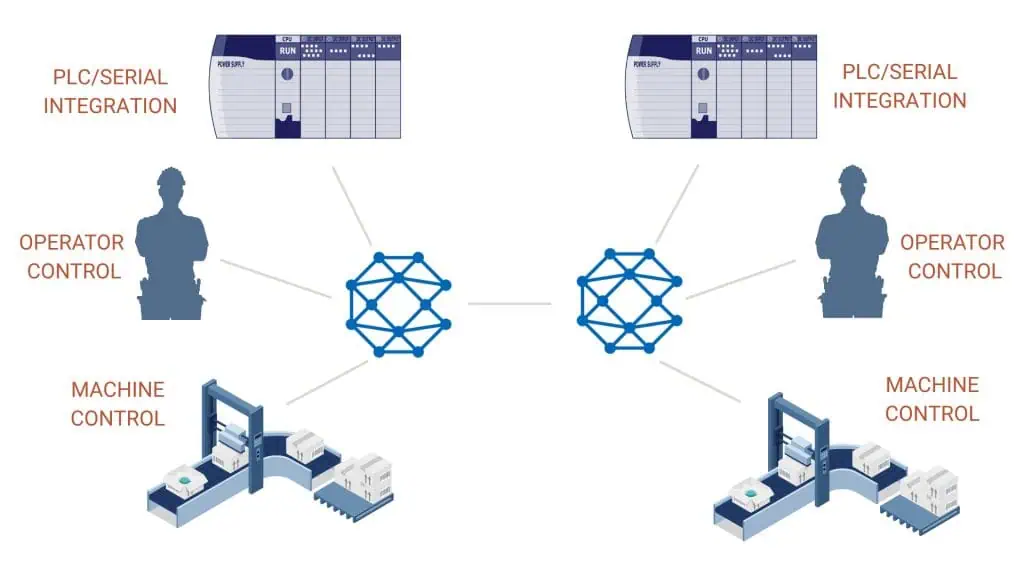
At Cattron™, we’ve addressed this challenge with the XBMCU Multi-Interface Machine Control Unit. This compact device fundamentally transforms how robotic systems integrate into industrial environments by supporting wireless control and monitoring through safe, encrypted RF communication combined with diverse serial protocol support.
The Integration Challenge in Robotics
For control engineers and machine builders implementing robotic solutions, historical challenges include the time and expense of traditional cabling required to bring valuable data and critical controls to end users. These dated methods not only cost time and money upfront to set up but require much more maintenance long-term, resulting in system downtime and additional costs to sustain operation.
“Application requirements are dictated by the machinery in use, existing communication systems, and industrial standards,” explains Mark Densley, sales leader at Cattron. “The XBMCU’s flexibility allows it to support industrial automation no matter the technology in place, benefiting both OEMs and end users with a singular product solution.”
Advanced Wireless Technology for Robotics
The XBMCU’s wireless functionality is provided by Cattron’s black channel, encrypted RF protocol. The unit serves as a gateway for machine data and control to safely travel over the air for a truly wireless solution with range support up to one kilometer.
This capability is particularly valuable for robotic applications, as the XBMCU takes data from the machine via traditional I/O or a customer PLC, converts it using a custom RF message structure with encryption, and broadcasts it to a variety of Cattron transmitters or another XBMCU in what is known as a machine-to-machine solution.
Cattron is a market leader in providing safe and reliable RF communication, and in combination with the advanced design of the XBMCU, represents the next era of wireless control for industrial automation integration. Specifically, the XBMCU’s machine-to-machine configuration acts as a bridge providing machine data and control in real-time, eliminating human response delays and taking the optimization of machine control and maintenance to an entirely different level.
Simplified Serial Integration
The XBMCU champions complex operations with a straightforward hardware interface. Setting up serial communication is as easy as connecting a PLC to the D-coded M12 connector. For safe protocols such as CANopen Safety, CIP Safety, and PROFIsafe, customers only need to add a power supply, and their machine is ready to go.
The unit supports a comprehensive range of protocols, including:
Ethernet IP with future CIP Safety support
PROFINET with PROFIsafe (currently under certification)
Dual CANbus interfaces supporting J1939, CAN FD, CANope,n and CANopen Safety
This protocol flexibility enables the XBMCU to serve as a universal bridge between different robotic components, reducing system complexity and integration time.
Facilitating Robotic Safety Applications
Safety is paramount in robotic applications, and the XBMCU also delivers here. The core of the XBMCU product is designed and certified PL-d per the ISO 13849 standards. Beyond the hardware, the XBMCU has achieved several certifications with lab-tested and approved PROFINET and Ethernet/IP, and is in the process of TUV certification for PROFIsafe and CIP Safety.
The XBMCU works seamlessly with Cattron’s Safe-D-Stop™ wireless emergency stop system, enabling operators to carry portable e-stops with them as they work alongside robotic systems. This capability transforms the traditional stationary e-stop approach into a mobile safety solution that follows the operator, addressing a critical need in dynamic robotic work environments.
Machine-to-Machine Communication for Robotics
The XBMCU facilitates data-rich, bi-directional machine-to-machine communication that enhances robotic system performance. This connectivity enables:
Seamless coordination between multiple robots
Integration with existing PLC systems via serial protocols
Real-time data exchange between robotic end-effectors and control systems
Remote monitoring and control capabilities
This machine-to-machine configuration acts as a bridge, providing machine data and control in real-time, eliminating human response delays and taking robotic system optimization to a new level. The result is robotic systems that operate as cohesive units rather than isolated machines, maximizing efficiency and throughput.
Technical Specifications for Robotics Applications
Eight digital inputs configurable for Category 3 PL-d
Six 3A digital outputs configurable for Category 3 PL-d
Wide range 9-36 VDC supply
IP66-rated aluminum enclosure for harsh environments
Lab-certified PROFINET communications with Class C Conformance
Black channel wireless interface for secure communications
Data logging capabilities for performance analysis
Practical Applications in Robotics
The XBMCU demonstrates significant value in several robotics applications:
AGV/AMR Control: The unit enables wireless control of autonomous vehicles through safe, encrypted RF communication with range support up to one kilometer, maintaining consistent connections even in challenging industrial environments.
Robotic Cell Automation: The XBMCU streamlines cell implementation and reduces maintenance requirements by facilitating communication between robotic arms and peripheral equipment with simplified connectivity.
Collaborative Robot Safety: The integration with Cattron’s Safe-D-Stop wireless e-stops enables enhanced safety protocols around collaborative robots, allowing operators to immediately halt operations from anywhere in the workspace.
Remote Operation: For hazardous environments or remote operations, the XBMCU enables operators to control robotic systems from safe distances using Cattron’s wireless transmitters.
Machine Tending: The unit simplifies the integration of robotic machine tending applications by reducing the complexity of connecting robots to the machines they service.
Transforming Robotics Implementation
The XBMCU is the wireless solution customers can rely on to improve their system operation and efficiency without compromising safety. The plug-and-play approach with simple M12 connectivity allows systems to be operational within minutes, dramatically improving implementation timelines and reducing engineering overhead.
For robotics integrators and end-users alike, this represents a paradigm shift in how automation solutions are deployed, maintained, and scaled. The XBMCU’s ability to work as an independent PLC while supporting multiple communication protocols makes it a versatile solution for virtually any robotic application.
The XBMCU offers robotics implementers a reliable, secure, and efficient path to enhanced automation without the traditional integration complexity that can delay implementation. For more information about implementing the XBMCU in robotic applications, contact us at [email protected].
https://andersoncontrol.com/wp-content/uploads/2025/07/robot-xbmcu-app-note-1024x576-1.webp5761024heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-07-28 09:56:092025-07-28 09:56:09Eliminating Integration Barriers in Robotic Systems with XBMCU
Our new XBMCU Multi-Interface Machine Control Unit represents a significant advancement in industrial automation technology, offering seamless integration into PLC systems through multiple serial protocols.
The XBMCU is a compact, multi-interface receiver and machine control unit designed for mobile machines, industrial automation, robotics, and machine-to-machine control. The unit works compatibly with Cattron’s Safe-D-Stop wireless emergency stop, most CattronControl radio remote transmitters, and the latest generation of Remtron wireless devices.
According to the company, what sets the XBMCU apart is its robust capability to support machine-to-machine functionality in both directions, handling high data volumes. The unit features dual CANbus interfaces supporting J1939, CAN FD, CANopen, and CANopen Safety protocols, along with lab-certified PROFINET communications for reliable, real-time data handling with Class C Conformance.
For North American customers, the XBMCU will soon support Ethernet IP protocols certified by ODVA, with plans to incorporate CIP safety, making it a comprehensive solution for systems integrators who previously required multiple products from different manufacturers.
The XBMCU is housed in a rugged IP66-rated aluminum enclosure, making it suitable for the most demanding industrial environments. It features a wide range of 9-36 VDC supply, eight digital inputs that can be combined for Category 3 PL-d configurations, and six 3A digital outputs that can be similarly configured for enhanced safety.
The unit incorporates a black channel wireless interface for secure communications. The XBMCU also supports globally recognized safe industrial protocols, such as PROFIsafe (currently under certification), CIP safety, and CANopen Safety, to ensure reliable protection for personnel and machinery in automation environments. The unit supports IEC 61131 programming via the CattronLink programming tool, allowing for configuration via the CattronLink app or over wireless or Ethernet connections, eliminating the need for complex setup procedures.
The XBMCU is ideal for multiple industrial applications, including:
Industrial automation systems and robotics
Autonomous guided vehicles
Logistics control and monitoring
Industrial manufacturing equipment
Palletizing and packaging equipment
Decentralized control systems
The XBMCU is manufactured at Cattron’s Warren, Ohio, facility, offering customers the advantage of American-made quality and local technical support.
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-05-29 10:35:322025-05-29 10:35:32New XBMCU Multi-Interface Machine Control Unit
AGROINTELLI from Denmark is a development company for sustainable farming. It devises advanced products and new technological applications that reduce risk and effort for modern agricultural farmers. One of these products is the agricultural robot: Robotti.
This robot can sow, spray, and even weed autonomously. With its GPS connection and exact data, it gives valuable information to the farmer.
Tablet or smartphone
The control is done via an app on a phone or tablet. This machine ensures greater efficiency in the field and thus saves the farmer money and time.
Safety first
Safety has been very important in the development of the Robotti. An emergency stop has been added, allowing the driver to stop the robot remotely in case of an emergency situation. The choice was made for the Indus emergency stop by Tyro Remotes, which reacts within 0.5 seconds and is impact and shock resistant. The Indus remote control is supplied together with the Gemini receiver and meets the strict safety requirements of Performance Level c (PLc).
https://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webp00heykevinhttps://andersoncontrol.com/wp-content/uploads/2024/07/anderson-control-logo.webpheykevin2025-05-01 12:55:512025-05-01 12:57:55Agricultural Robot with Wireless Emergency Stop
These wireless remote control systems suit mobile, construction, and material handling equipment and, with IP65 to IP68 ratings, resist shock, impact, dust, moisture, and water.
Tyro Pyxis 2S
Customers can personalize their transmitters with specific icons and symbols that match their equipment’s control interfaces, enhancing safety and ease of use.
Tyro 2S systems offer advanced features such as one-button pairing, thus allowing operators to quickly pair a new transmitter with the receiver, minimizing downtime. This is particularly beneficial in mobile applications where equipment may be frequently moved or lost.
Additionally, the systems support multiple transmitters per receiver and vice versa, providing multiple users with flexibility and redundancy in their operations.
The Tyro 2S systems also may have an LCD screen that displays real-time feedback from the connected equipment. This feature is particularly valuable in applications like concrete pumps, stone crushers, and other heavy machinery where monitoring parameters such as oil temperature, fuel level, and operational speeds are crucial.
The integration with CAN bus systems allows for seamless communication between the remote control and the machinery, enhancing operational efficiency and safety.
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.